
जॅकवर्ड कृत्रिम फरच्या उत्पादनात विणकाम सुयांच्या वेली दिशेने असमान फायबर खाण्याची समस्या कशी सोडवायची?
जॅकवर्ड वर्तुळाकार विणकाम यंत्रात, फायबर घेण्यासाठी विणकामाच्या सुया जोडल्यानंतर, डॉफरवर एक सर्पिल "फायबर बेल्ट" शिल्लक राहतो, जो कार्डिंग हेडच्या खालच्या भागाशी जुळतो जो सुई लावलेला नाही. विणकामाच्या सुयांचा हा भाग देखील जोडला गेला आहे आणि फायबर घेतला आहे असे गृहीत धरल्यास, डॉफरची पृष्ठभाग खूप स्वच्छ असेल, "फायबर बेल्ट" नाही, म्हणून जोपर्यंत या "फायबर बेल्ट" मध्ये फायबर उचलण्यासाठी सुई आहे तोपर्यंत त्यात इतर विणकाम सुयांपेक्षा जास्त तंतू असतील आणि ते वेले दिशेने दिसेल. फायबर असमान आहे, म्हणून डॉफरवर अस्तित्वात असलेला "फायबर बँड" काढून टाकणे ही गुरुकिल्ली आहे. क्लिनिंग रोलरची तपासणी मजबूत करा आणि ते चांगल्या कार्यरत स्थितीत ठेवा आणि रेखांशाच्या दिशेने कोणतेही असमान फायबर खाणार नाही.
फिनिशिंग दरम्यान एज ट्रीटमेंट व्यतिरिक्त, स्पॅन्डेक्स जर्सीच्या कर्लिंग समस्येचे निराकरण करण्याचा दुसरा कोणताही मार्ग आहे का?
हेमिंग हे विणलेल्या कापडांचे एक वैशिष्ट्य आहे, जे विणकाम प्रक्रियेदरम्यान सूत वाकल्यानंतर स्वतःच्या अंतर्गत ताणाच्या प्रभावाखाली सूत सरळ करण्याचा प्रयत्न करते. हेमिंगवर परिणाम करणारे घटक म्हणजे फॅब्रिकची रचना, सूत वळणे, सूत रेषीय घनता, लूपची लांबी, सूत लवचिकता इत्यादी. कर्लिंगवर मात करण्याचे दोन मार्ग आहेत: एक म्हणजे उच्च-तापमान आकार देऊन सूताचा अंतर्गत ताण काढून टाकणे; दुसरे म्हणजे सूताच्या अंतर्गत ताणाचा प्रतिकार करण्यासाठी फॅब्रिकच्या संरचनेचा वापर करणे.
सिंगल जर्सी हे एकतर्फी फॅब्रिक आहे, त्याचे कर्लिंग अंतर्निहित आहे, स्पॅन्डेक्स धागा जोडल्यानंतर, कर्लिंगची डिग्री मजबूत होते आणि स्पॅन्डेक्स उच्च तापमानाला प्रतिरोधक नसल्यामुळे, त्याचे सेटिंग तापमान आणि वेळ मर्यादित असतो, म्हणून ते सेट करून सेट करता येत नाही. यार्नचा अंतर्गत ताण चांगला सोडला जातो आणि तयार फॅब्रिकमध्ये अजूनही काही प्रमाणात कर्लिंग असेल आणि फिनिशिंग प्रक्रियेत आकार एक अपरिहार्य उपाय बनेल.
तथापि, विणकाम प्रक्रियेत, फॅब्रिकच्या कर्लिंगवर मात करण्यासाठी किंवा कमी करण्यासाठी फॅब्रिकच्या रचनेतील बदलांचा वापर केला जाऊ शकतो. उदाहरणार्थ, एकतर्फी पिके मेष स्ट्रक्चरमध्ये हेमिंग गुणधर्म नसतो, म्हणून जर्सी हेमिंगची समस्या सोडवण्यासाठी फॅब्रिक ओपनिंग लाइनच्या दोन्ही बाजूंना 2 सेमीच्या आत मेष स्ट्रक्चर विणता येते. विणकाम प्रक्रिया खालीलप्रमाणे आहे.
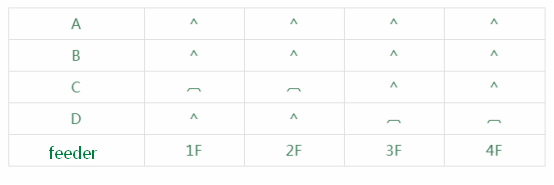
विणकामाच्या सुयांची मांडणी: विणकामाच्या सुया AB…ABABCDCDCD…CDCDCDABAB…AB या क्रमाने लावल्या जातात आणि सीडी विणकामाच्या सुयांची स्थिती खुल्या रुंदीच्या रेषेच्या दोन्ही बाजूंच्या जाळीच्या रचनेसारखी असते.
कॅम व्यवस्था: एका लूपमध्ये ४ मार्ग, आणि कॅम व्यवस्था खालील चार्टमध्ये दर्शविली आहे.
पोस्ट वेळ: सप्टेंबर-०८-२०२१