
जॅकवर्ड कृत्रिम फरच्या निर्मितीमध्ये विणकाम सुयांच्या वेल दिशेने असमान फायबर खाण्याच्या समस्येचे निराकरण कसे करावे?
जॅकवर्ड परिपत्रक विणकाम मशीनमध्ये, विणकाम सुया फायबर घेण्यासाठी आकड्या नंतर, डॉफरवर उर्वरित सर्पिल “फायबर बेल्ट” आहे, जो कार्डिंग हेडच्या खालच्या भागाशी संबंधित आहे जो सुखद नाही. विणकाम सुयाचा हा भाग देखील आकड्यासारखा वाकला आहे आणि फायबर घेतला गेला आहे, डॉफरची पृष्ठभाग खूपच स्वच्छ असेल, तेथे “फायबर बेल्ट” नाही, जोपर्यंत फायबर उचलण्यासाठी या “फायबर बेल्ट” मध्ये सुई असेल, तर त्यात इतर विणकाम सुयांपेक्षा अधिक तंतू असतील आणि ते वेल दिशेने दिसेल. फायबर असमान आहे, म्हणून डोफरवर अस्तित्त्वात असलेला “फायबर बँड” काढून टाकणे ही मुख्य गोष्ट आहे. क्लीनिंग रोलरची तपासणी बळकट करा आणि त्यास चांगल्या कामाच्या स्थितीत ठेवा आणि रेखांशाच्या दिशेने असमान फायबर खाणे होणार नाही.
फिनिशिंग दरम्यान एज ट्रीटमेंट व्यतिरिक्त, स्पॅन्डेक्स जर्सीच्या कर्लिंग समस्येचे निराकरण करण्याचा दुसरा कोणताही मार्ग आहे का?
हेमिंग हे विणलेल्या कपड्यांचे एक वैशिष्ट्य आहे, जे विणकाम प्रक्रियेदरम्यान सूत वाकल्यानंतर त्याच्या स्वत: च्या अंतर्गत ताणतणावाच्या कृतीत सरळ करण्याचा प्रयत्न करीत असे. हेमिंगवर परिणाम करणारे घटकांमध्ये फॅब्रिक स्ट्रक्चर, सूत पिळणे, सूत रेखीय घनता, लूप लांबी, सूत लवचिकता इत्यादींचा समावेश आहे. कर्लिंगवर मात करण्याचे दोन मार्ग आहेत: एक म्हणजे उच्च-तापमानाच्या आकारात सूतचा अंतर्गत ताण काढून टाकणे; दुसरे म्हणजे फॅब्रिक स्ट्रक्चरचा वापर सूतच्या अंतर्गत तणावाचा प्रतिकार करण्यासाठी.
सिंगल जर्सी एक एकतर्फी फॅब्रिक आहे, त्याचे कर्लिंग अंतर्निहित आहे, स्पॅन्डेक्स सूत जोडल्यानंतर, कर्लिंगची डिग्री मजबूत केली जाते, आणि स्पॅन्डेक्स उच्च तापमानास प्रतिरोधक नसल्यामुळे, त्याचे सेटिंग तापमान आणि वेळ मर्यादित आहे, म्हणून हे सूतचे अंतर्गत ताणतणाव चांगले सोडले जाऊ शकत नाही आणि अद्याप तयार होणार्या प्रक्रियेमध्ये एक विशिष्ट डिग्री होईल.
तथापि, विणकाम प्रक्रियेमध्ये, फॅब्रिकच्या संरचनेत बदल देखील फॅब्रिकच्या कर्लिंगवर मात करण्यासाठी किंवा कमी करण्यासाठी वापरले जाऊ शकतात. उदाहरणार्थ, एकल-बाजू असलेल्या पीक्यू जाळीच्या संरचनेत हेमिंग प्रॉपर्टी नाही, म्हणून जर्सी हेमिंगच्या समस्येचे निराकरण करण्यासाठी फॅब्रिक ओपनिंग लाइनच्या दोन्ही बाजूंच्या 2 सेमीच्या आत जाळीची रचना विणली जाऊ शकते. विणकाम प्रक्रिया खालीलप्रमाणे आहे.
विणकाम सुईची व्यवस्था: विणकाम सुया एबीच्या क्रमाने व्यवस्था केल्या आहेत… अबॅबसीडीसीडीसीडी… सीडीसीडीसीडीएबीएबी… एबी, आणि सीडी विणकाम सुईची स्थिती खुल्या रुंदीच्या रेषेच्या दोन्ही बाजूंनी जाळीची रचना आहे.
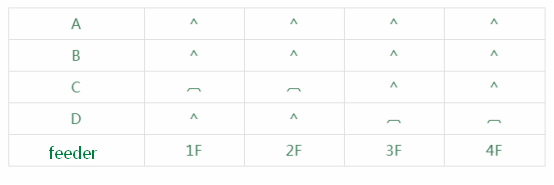
कॅम व्यवस्था: लूपमध्ये 4 मार्ग आणि सीएएमची व्यवस्था खालील चार्टमध्ये दर्शविली आहे.
पोस्ट वेळ: सप्टेंबर -08-2021